Misina Üretimi Nasıl Yapılır? PA6 Monofilament Üretiminde Kritik Proses Parametreleri
Misina üretiminde kalite; doğru hammadde seçimi, nem kontrolü, ekstrüzyon, çekim, tavlama ve kalite kontrol süreçlerinin uyumuna bağlıdır. PA6 monofilament üretiminde performansı belirleyen temel mühendislik parametrelerini inceleyelim.

Misina Üretimi
Yüksek performanslı bir misinanın kalitesi ve kullanım ömrü;
* Hammadde seçimi
* Nem kontrolü
* Ekstrüzyon parametreleri
* Çekim oranı
* Tavlama prosesi
* Kalite kontrol yöntemleri
gibi birçok mühendislik parametresinin doğru yönetilmesine bağlıdır.
Hammadde Seçimi
Yüksek performanslı bir misinanın başarısı, doğru hammadde seçimiyle başlar.
Sektörde en yaygın kullanılan iki malzeme:
* PA6 (Poliamid 6)
* PA66 (Poliamid 66)
Peki aralarındaki fark nedir?
PA6
* Daha yüksek darbe dayanımı
* Daha esnek yapı
* Daha kolay işlenebilirlik
* Daha ekonomik maliyet
PA66
* Daha yüksek sıcaklık dayanımı
* Daha sert yapı
* Daha yüksek rijitlik
Ancak misina uygulamalarında yalnızca yüksek sertlik yeterli değildir. Kesme performansı kadar darbe dayanımı ve esneklik de kritik öneme sahiptir.
Bu nedenle profesyonel misina üreticilerinin büyük çoğunluğu yüksek molekül ağırlıklı PA6 veya PA6/66 kopolimerlerini tercih etmektedir.
Cam Elyaf Kullanılmalı mı?
Bu sorunun cevabı çoğu misina uygulaması için hayırdır. Cam elyaf, misinanın esnekliğini azaltır ve kırılganlığını artırır. Misina üretiminde amaç yüksek rijitlik elde etmek değil, kontrollü esneklik ve yüksek darbe dayanımı sağlamaktır.
Poliamid Üretiminde Görünmeyen Tehlike: Nem
Misina üretiminde kaliteyi olumsuz etkileyen en önemli faktörlerden biri nemdir.
Poliamidler higroskopik malzemelerdir. Yani çevredeki nemi hızla absorbe ederler.
Nemli hammadde ekstrüdere girdiğinde:
* Molekül zincirleri parçalanır
* Molekül ağırlığı düşer
* Çekme mukavemeti azalır
* Yüzey hataları oluşur
* Kopma riski artar
Bu nedenle misina üretiminde hedef nem oranı:≤ %0,05
Önerilen kurutma koşulları:
* 80–85 °C
* 4–6 saat
* Çiy noktası ≤ -30 °C
Doğru kurutulmayan en kaliteli poliamid bile istenen performansı gösteremez.
Ekstrüzyonda Kritik Noktalar: Kafa Sıcaklığı, Hava Aralığı ve Soğutma
Kaliteli bir monofilament için üç parametre kritik öneme sahiptir:
* Kafa sıcaklığı
* Hava aralığı
* Soğutma banyosu
Kafa Sıcaklığı
PA6 için tipik kafa sıcaklığı: 245–250 °C
Daha yüksek sıcaklık her zaman daha yüksek mukavemet anlamına gelmez.

Aşırı sıcaklık durumunda:
* Molekül zincirleri parçalanabilir
* Sararma görülebilir
* Mekanik özellikler düşebilir
Hava Aralığı
Filamentin kafadan çıktıktan sonra suya girmeden önce geçtiği mesafe önemlidir.
Önerilen hava aralığı: 20–80 mm
Bu bölge ilk moleküler oryantasyonun oluşmasına yardımcı olur.
Soğutma Banyosu
İlk soğutma banyosunda ideal su sıcaklığı: 22–25 °C
Çok soğuk su iç gerilimleri artırırken, çok sıcak su çap kararlılığını olumsuz etkileyebilir.
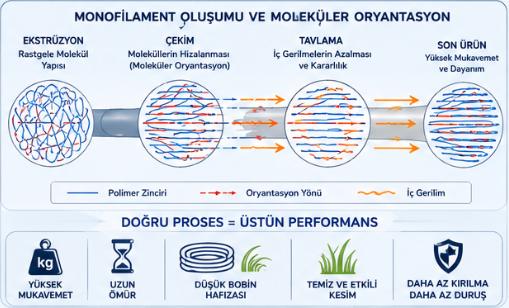
Misina kalitesi yalnızca ekstrüderde değil, tüm proses boyunca şekillenir.
Misina Mukavemetini Belirleyen Gerçek Faktör: Çekim İşlemi
Misina mukavemetinin yalnızca ekstrüder sıcaklığıyla belirlendiği düşünülse de, nihai performansın büyük bölümü çekim aşamasında kazanılır. Çekim sırasında polimer zincirleri filament ekseni boyunca hizalanır. Bu sürece moleküler oryantasyon denir.
Doğru oryantasyon sayesinde:
* Çekme mukavemeti artar
* Aşınma direnci yükselir
* Kesme performansı iyileşir
* Boyutsal kararlılık artar
PA6 misinalarda tipik çekim oranı: 3:1 ila 5:1
Örneğin 3,0 mm çapında ekstrüde edilen bir filament, çekim sonrasında yaklaşık 1,6–2,0 mm son çapa ulaşabilir.
Aşırı Çekimin Sonuçları
* Kırılganlık artar
* Düğüm dayanımı düşer
* Ani kopmalar görülebilir
Yetersiz Çekimin Sonuçları
* Düşük mukavemet
* Hızlı aşınma
* Düşük performans
Bu nedenle optimum çekim oranı her ürün için deneysel olarak belirlenmelidir.
Tavlama Neden Gereklidir?
Çekim işlemi misinaya yüksek mukavemet kazandırırken aynı zamanda iç gerilimler oluşturur.
Bu gerilimler giderilmezse:
* Misina bobinden çıktığında kıvrılabilir
* Depolama sırasında büzülme görülebilir
* Düğüm dayanımı düşebilir
* Kullanım sırasında ani kırılmalar yaşanabilir
Bu nedenle çekim sonrasında kontrollü tavlama uygulanır.
PA6 için tipik tavlama koşulları:
* 120–150 °C
* 5–30 saniye
* %1–2 relaksasyon
Tavlama işleminin amacı yeni mekanik özellikler kazandırmak değil, çekim sırasında elde edilen özellikleri stabilize etmektir.
Doğru tavlama sayesinde:
* Daha düşük bobin hafızası
* Daha yüksek boyutsal kararlılık
* Daha iyi darbe dayanımı
* Daha uzun kullanım ömrü
elde edilir.
Misina Üretiminde Kalite Kontrol
Yüksek performanslı bir misina üretmek kadar bu performansı sürekli kılmak da önemlidir. Başarılı üreticiler yalnızca üretim yapmaz; aynı zamanda prosesi sürekli ölçer ve kontrol eder.
Kontrol edilmesi gereken temel parametreler:
* Çap toleransı
* Ovalite
* Çekme mukavemeti
* Kopma uzaması
* Düğüm dayanımı
* Aşınma direnci
* Bobin hafızası
* UV yaşlandırma performansı
Misina üretiminde hedeflenen çap toleransı genellikle: ±0,03 mm
En Sık Karşılaşılan Problemler
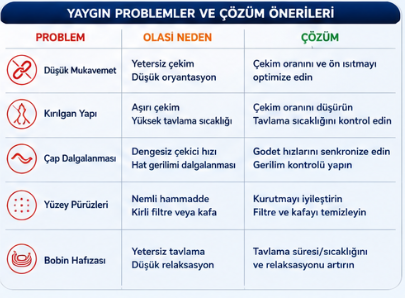
* Kırılgan yapı -> Aşırı çekim veya Yüksek tavlama sıcaklığı
* Çap dalgalanması -> Dengesiz çekici hızı
* Yüzey hataları -> Nemli hammadde
* Bobin hafızası -> Yetersiz tavlama
Misina Üretiminde En Zor Kontrol Edilen Parametre Hangisidir?
Tek bir parametre seçmek gerekirse, misina üretiminde en zor kontrol edilen değişken çekim sırasında oluşan moleküler oryantasyondur. Çünkü bu parametre doğrudan ölçülemez; yalnızca sonuçları ölçülebilir.
Operatörün doğrudan kontrol ettiği değişkenler şunlardır:
* Godet (merdane) hızları
* Çekim oranı
* Ön ısıtma sıcaklığı
* Filament sıcaklığı
* Hat gerilimi
* Tavlama koşulları
Bu değişkenlerin tamamı birlikte filament içerisindeki moleküler hizalanmayı belirler.
Bu nedenle aynı çapta görünen iki misina, farklı mekanik özellikler gösterebilir.
Oryantasyonu Etkileyen Faktörler
* Hammadde molekül ağırlığı
* Hammadde nem oranı
* Eriyik sıcaklığı
* Kafa basıncı
* Soğutma suyu sıcaklığı
* Hava aralığı uzunluğu
* Godet (merdane) yüzey sıcaklığı
* Çekim oranı
* Hat hızı
* Tavlama sıcaklığı
* Relaksasyon oranı
Bu parametrelerden yalnızca birindeki küçük değişiklik bile nihai performansı etkileyebilir.
Örneğin:
* Soğutma suyu sıcaklığının 25 °C'den 18 °C'ye düşmesi
* Çekim oranının 4,0'dan 4,3'e çıkması
* Hammadde neminin %0,05 yerine %0,10 olması
çekme mukavemeti, düğüm dayanımı ve kullanım ömründe önemli değişikliklere yol açabilir.
Üretimde En Sık Yapılan Hata
Birçok üretici düşük mukavemet sorununu çözmek için ilk olarak ekstrüder sıcaklıklarını değiştirir.
Oysa çoğu durumda sorun;
* Yetersiz veya aşırı çekim
* Dengesiz hat gerilimi
* Uygun olmayan tavlama
* Hammadde nemi
kaynaklıdır.
Operasyonel Olarak En Zor Kontrol Edilen Parametre
Günlük üretim açısından bakıldığında, filament geriliminin hat boyunca sabit tutulması en zor görevlerden biridir.
Gerilimdeki küçük dalgalanmalar;
* Çap değişimlerine
* Ovaliteye
* Mukavemet farklılıklarına
* Sarım problemlerine
neden olabilir.
Bu nedenle yüksek kaliteli misina üreticileri;
* Kapalı çevrim godet hız kontrolü
* Online lazer çap ölçümü
* Eriyik pompası
* Otomatik gerilim kontrolü
* Online SPC (İstatistiksel Proses Kontrolü)
gibi sistemlerden yararlanırlar.
Sonuç
Misina üretiminde kalite; hammadde seçimi, nem kontrolü, ekstrüzyon, çekim, tavlama ve kalite kontrol süreçlerinin bir bütün olarak yönetilmesiyle elde edilir.
Yüksek performanslı monofilament üretiminin temelinde proses kararlılığı, doğru ekipman seçimi ve mühendislik disiplini yer alır. Laboratuvar açısından en zor kontrol edilen parametre moleküler oryantasyon, üretim açısından ise hat geriliminin kararlılığıdır. Bu iki unsur doğrudan birbiriyle ilişkilidir ve nihai ürün performansını belirleyen en kritik faktörler arasında yer alır.
- 17-06-2026
- 8 dakika
- 881 kere okundu
- #misina üretimi
- #monofilament üretimi
- #PA6 misina
- #poliamid misina
- #misina ekstrüzyonu
- #çekim oranı
- #tavlama işlemi
- #kalite kontrol
Diğer Haberler



{kind=link}
